





别再纠结于文字描述了,观看视频,让冷拔管,【精密无缝钢管】自有厂家产品为你展现真实魅力!
以下是:冷拔管,【精密无缝钢管】自有厂家的图文介绍

切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压机检测装置严格控制。试验参数自动打印记录。管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
冷拔管生产工艺特点:冷拔管的生产工序,与用其它方式生产的大直径钢管的生产工序相比,有如下特点:原料准备工序简单;原料上机后,管坯用一道工序就可做成;不需要矫直工序。
冷拔管生产工艺特点:冷拔管的生产工序,与用其它方式生产的大直径钢管的生产工序相比,有如下特点:原料准备工序简单;原料上机后,管坯用一道工序就可做成;不需要矫直工序。


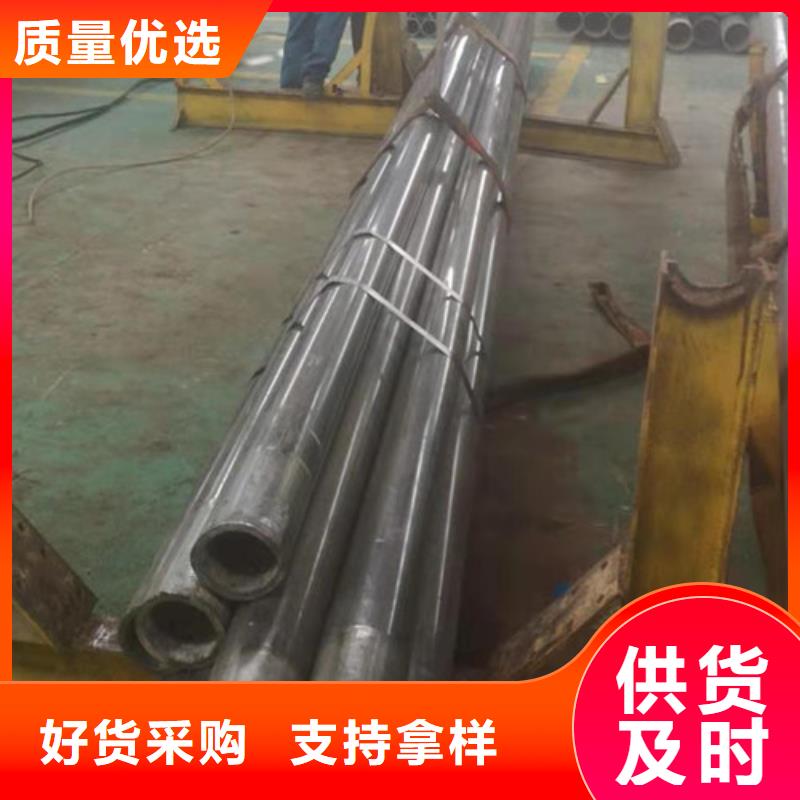
冷拔管是用实心管坯经穿孔后轧制的,按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
冷拔管一般在自动轧管机组上生产。实心管坯经检查并清除表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产冷拔管是较先进的方法。
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。
挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。冷拔管的焊接工艺。



热轧 圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 冷拔管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。冷拔管的规格用外径*壁厚毫米数表示。冷拔管分热轧和冷轧(拨)冷拔管两类。
热轧冷拔管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。冷轧(拨)冷拔管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于32mm,壁厚 2.5-200mm,冷轧冷拔管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
冷拔管比较常见的化学成分是基本稳定的,有着很多的优点和稳定性等各个方面的特点,拥有着不生锈和抗耐磨等各种的优点。无论是物理和化学都是发挥着比较重要的作用的,成为了冷拔管使用优点比较重要的特征之一。对于冷拔管方面要重点关注的是它的各个方面的化学性能,这样的话我们就能够更好地去了解他的作用和各种的优势了。我们生产的主要的材质有20号 45号 q345b 40cr 20cr等等 10号 35号等等特殊材质的可以定做的,还可以定做一系列的冷拔管,镀锌钢管,矩形钢管,异形钢管,高压无缝钢管,低压无缝钢管,合金无缝钢管,不锈钢无缝钢管。
热轧冷拔管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。冷轧(拨)冷拔管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于32mm,壁厚 2.5-200mm,冷轧冷拔管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
冷拔管比较常见的化学成分是基本稳定的,有着很多的优点和稳定性等各个方面的特点,拥有着不生锈和抗耐磨等各种的优点。无论是物理和化学都是发挥着比较重要的作用的,成为了冷拔管使用优点比较重要的特征之一。对于冷拔管方面要重点关注的是它的各个方面的化学性能,这样的话我们就能够更好地去了解他的作用和各种的优势了。我们生产的主要的材质有20号 45号 q345b 40cr 20cr等等 10号 35号等等特殊材质的可以定做的,还可以定做一系列的冷拔管,镀锌钢管,矩形钢管,异形钢管,高压无缝钢管,低压无缝钢管,合金无缝钢管,不锈钢无缝钢管。



佛山精拉管业有限公司遵循:“互信、互利、平等、协作”的和谐共赢合作原则,让每一次 精拉无缝钢管合作使我们的每一位客户都能尽量做到满意;
倡导:“科学,简捷,耐劳,谦虚”的工作原则,使我们的每一位客户能省心、省力、省时的完成每一次合作。
精拉无缝钢管客户的满意是我们的期望,客户的期望是我们的追求。


